
聯系人:李經理
郵 箱:hsyt8068@163.com
地 址:河北省衡水市景縣廣川工業園區
網 址:www.canyuzhou.com
在線咨詢:
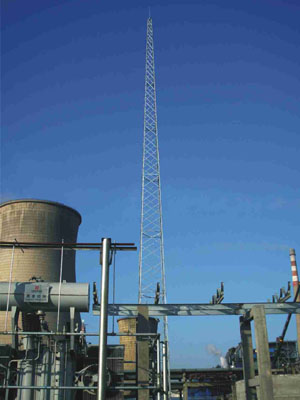
30米避雷塔的制作安裝及舊塔拆除施工方案
施工組織設計
一、 工程概況:
本工程為30米三柱圓鋼避雷塔制作、安裝及舊塔拆除施工工程,內容包括30米三柱圓鋼避雷塔生產、運輸、安裝及原址一座舊塔的拆除工作等。
二、 組織設計:
根據以上工程概況及貴單位對工期、質量等各方面的要求,結合我廠實際情況,我廠本著科學、合理的原則,特做如下施工設計,力求可行。
(1) 生產準備:
① 生產人員準備:設立項目經理1名,選派有特種操作能力的人員、分別編制為2個生產班組、1個安裝隊、1個試裝車間、3個科室配合施工。
②投入生產設備: Z32搖臂鉆床、法蘭盤預變形壓力機、沖床、剪板機、電焊機、車床、刨床、型鋼軋圓機、調直機、龍門吊等到配套設施。
②避雷塔制作嚴格按照甲方認可的圖紙進行工藝計算、放樣生產,施工工序:圖紙審核—工藝計算—放樣—下料—生產(檢驗)—交接—試裝—鍍鋅—出廠。
③擬定本工程的制作工期為 日,安裝工期為 日,如遇雨天工期順延。
三、 塔結構制作與安裝施工方法
塔結構制作:
本工程為三柱圓鋼格構式焊接結構,保證焊接質量達到規范要求,構件除銹并鍍鋅處理。
(一).鐵塔的加工制作
先根據工藝要求制作加工模具,模具上下口尺寸根據電腦放樣確定,下料采用數控火焰切割機進行圓鋼切割,然后焊接成型,進行焊接拼裝。加勁板焊接采用電焊機手工焊接,結構柱焊接完成后進行調直矯正。塔結構柱涂裝嚴格按標準除銹,制作完成后由專職質檢人員進行檢驗、編號。結構塔柱制作組裝是關鍵,其組裝工藝方法如下:
1.首先以施工圖為基礎,校對各段塔身的長度,順序。
2.在組裝平臺上進行放樣。
3.各段塔身初步就位。
4.對整體進行調直,調平,并對須再加工處進行記錄。
5.對已修改完畢的塔結構,進行安裝預檢。
(二).組立、成型 及技術 要求
鋼材在組立前應矯正其變形,并達到符合控制偏差范圍內,接觸毛面應無毛刺、污物和雜物,以保證構件的組裝緊密結合,符合質量標準。組立時應有適量的工具和設備,如直角鋼尺,以保證組立后有足夠的精度。
采用設備為Z12型型鋼組立機。
①點焊時所采用焊材與焊件匹配,焊縫厚度為設計厚度的2/3且不大于8 mm,焊縫長度不小于25 mm,位置在焊道以內。
②預組立的構件必須進行檢查和確定是否符合圖紙尺寸,以及構件的精度要求成型。
③組立成型時,構件應在自由狀態下進行,其結構應符合《施工及驗收規范》及有關標準規定。經檢查合格后進行編號。
④質量檢驗標準。
允許偏差符合《鋼結構工程施工及驗收規范》有關規定。
組立的允許偏差表(mm)
類 型 項 目 允許偏差
中心偏移 ±2.0
垂直度(△) b/100且不大于2.0
⑤質量檢驗方法:用直尺、角尺檢查。
5.焊接:
①該工序采用設備為門式全自動埋弧焊機。
②埋弧自動焊焊接規范表
焊縫厚度 焊絲直徑 焊接電流 電弧電壓 焊接速度
5 3 450-475 28-30 55
6 2 450-475 34-36 40
8 3 550-600 34-36 30
8 4 575-625 34-36 30
0 3 600-650 34-36 23
10 4 650-700 34-36 23
12 3 600-650 34-36 15
12 4 725-775 36-38 20
12 5 775-825 36-38 18
操作人員應嚴格遵守焊接規范表。
焊接型鋼允許偏差表(mm)
項 目 允許偏差
截面高度(h) h<500 ±2.0
500≤h≤1000 ±3.0
h>1000 ±4.0
截面寬度(b) ±3.0
6.制孔
螺栓孔允許偏差表(mm)
項 目 允 許 偏 差
直 徑 +1.0
周 度 2.0
垂 直 度 0.3t且不大于2.0
螺栓孔距的允許偏差表
項 目 允 許 偏 差
≤500 501-1200 1200-3000 >3000
同一組內任意孔間距離 ±1.0 ±1.5 ———— ————
相鄰兩組的端孔的距離 ±1.5 ±2.0 ±2.5 ±3.0
③質量檢驗方法:用直尺、鋼尺、卡尺和目測檢查。
7.矯正型鋼
①使用設備:翼緣調直機
②工藝要求:操作人員熟悉工藝內容并熟悉掌握設備操作規程,矯正完成后,應進行自檢,允許偏差符合《鋼結構施工及驗收規范》有關規定。鋼板矯正允許偏差
項 目 允 許 偏 差
彎 曲 矢 高 1/1000 5.0
質量檢驗方法:目測及直尺檢查。
8.除銹
除銹采用專用除銹設備,進行拋射除銹可以提高鋼材的疲勞強度和抗腐能力。對鋼材表面硬度也有不同程度的提高,有利于漆膜的附和不需增加外加的涂層厚度。除銹使用的磨料必須符合質量標準和工藝要求,施工環境相對濕度不應大于85%。
經除銹后的鋼材表面,用毛刷等工具清掃干凈,才能進行下道工序,除銹合格后的鋼材表面,如在涂底漆前已返銹,需重新除銹。
9.包裝與運輸
①.構件編號在包裝前,將各種符號轉換成設計圖面所規定的構件編號,并用筆(油漆)或粘貼紙標注于構件的規定部位,以便包裝時識別。
②.在搬運過程中注意對構件和涂層的保護,對易碰撞的部位應提供適當的保護。
③.搬運后的構件如發生變形損壞,應及時進行修補,以確保發運前構件完好無損。
10.驗收
鋼構件出廠前,應提交以下資料:
⑴產品合格證
⑵施工圖和設計文件
⑶制作過程技術問題處理的協議文件
(三).現場安裝及舊塔拆除部分
1.施工方法:
現場勘察舊塔的銹蝕情況并做記錄,鐵塔拆除前現場拉起安全網,所有進場施工人員配帶安全帽,防止掉落塔件砸傷人,鐵塔的拆除按照由上至下的順序依次進行,采用拔桿、卷揚機配合施工,對于修飾嚴重的螺栓,如無法拆下應鋸斷。本工程鋼結構安裝,首先復核基礎的軸線及基礎頂面標高,確認與圖紙相符,鐵塔構件采用分件吊裝的方法,先吊底節,將底腳板與地腳螺栓擰緊、調平,上部結構依次進行,隨吊隨調整水平度,然后進行整塔垂直度測量,最后螺栓復緊。
2.安裝前準備工作
①.協調甲方做好施工現場的安全警示及場地清理工作。
②.編制安裝計劃和構件供應計劃,組織好施工。
③.安裝前按圖紙查點復核構件,將構件依照安裝順序運到安裝范圍內,在不影響安裝的條件下,盡量把構件放在安裝位置下邊,以保證安裝的便利。
④.標準節的安裝流程
⑤.安裝質量標準
項 目 名 稱 允許偏差
垂直度 單節柱建筑物總體 H/100且≤10mm
標高柱頂 ≤5mm
(四).其它安裝
甲方提供地網的詳細資料和連接用避雷線,避雷針與地網的連接采用就近原則,利用原來的接地網,用-40*4避雷引線將地網與避雷針相連。
(五).質量保證措施
我公司堅持“用戶是上帝,質量是生命”的質量方針,認真運作GB/T19002-9002質量管理模式,對不同工種及每一道工序都進行質量監督,使施工過程中的材料、半成品、成品質量都在受控狀態下,從而使工程質量從根本上得到有效的保證。
(1)建立質量保證體系,自總公司、分公司到項目管理層,自上而下建立質量管理網絡,使工程質量處于動態管理之中。
(2)制定項目質量保證計劃,自開工至竣工后服務的全過程從工期計劃、物資采購、器材發放、技術保障、機械設備管理,分包單位質量控制等,推行GB/T19002-9002系列國家標準運作。
(3)項目經理按國家質量管理規范進行嚴格的質量控制,由項目經理部對施工人員進行質量、技術交底,在操作中,進行實測監控,作好記錄。
(4)物資采購:嚴格按照我公司物資采購程序文件執行,對重要施工材料必須經復驗合格后方可使用。不合格品不得進行入現場。
(六)、安全施工措施
1.施工現場設安全工長進行現場安全措施的落實與管理,對現場施工人員、現場機械設備及現場用電進行統一管理。要求參加施工的特工作業人員必須是經過培訓,持證上崗。施工前對所有施工人員進行安全技術交底。進入施工現場的人員必須戴安全帽、穿防滑鞋,電工、電氣焊工應穿絕緣鞋,高空作業必須系好安全帶。
2.作業前應對使用的工具、機具、設備進行檢查,安全裝置齊全
有效。
3.操作面應有可靠的架臺,護身,經檢查無誤,進行操作。構件綁扎方法正確,吊點處應有防滑措施,高處作業使用的工具,材料應放在安全地方,禁止隨便放置。
4.起吊鋼構件時,提升或下降要平穩,避免緊急制動或沖擊。專人指揮,信號清楚、響亮、明確,嚴禁違章操作。構件安裝后必須檢查其質量,確實安全可靠后方可卸扣。每天工作必須達到安全部位,方可收工。
5.施工現場的機電設備、閘箱、電焊機,應有可靠的防雨措施。電器操作必須由專業人員進行,嚴禁非專業人員操作。電焊機使用嚴格安全操作規程,一次線不得超過2米,二次線不能破皮裸露。
6.安全設施有專人按規定統一設置,其他人不得隨意拆動。因工作需要須拆動時,要經過有關人員允許,事后要及時恢復,安全員要認真檢查。
7.搞好安全用電,所有用電設備的拆除及現場照明均由專業電工擔任,使用的電動工具,必須安裝漏電保護器。
8.重點把好高空作業關,工作期間嚴禁喝酒及打鬧,手持工具應系好安全掛繩,避免直線垂直交叉作業。
9.切實搞好防火 ,各項操作均應按規定正確使用。
10.屋面安裝時,要布置好安全網,并設置拉欄。
11.堅持班前安全會議制度,將當日工作安排及安全注意事項進行交底。
12.定期進行安全檢查,預防和控制事故的不安全因素。
13 .起重指揮要果斷,指令要簡潔明確。
14 .加強現場保衛,注意防火防盜。
15 .吊裝作業范圍內設安全警戒線,非操作人員禁止入內。
16 .所有的安全活動記錄及文件要齊全。
(六).冬季施工措施
1.鋼結構制作和安裝冬季施工嚴格依據有關鋼結構冬季施工規定執行。
2.鋼構件正溫制作負溫安裝時,應根據環境溫度的差異考慮構件收縮量,并在施工中采取調整偏差的技術措施。
3.參加負溫鋼結構施工的電焊工應經過負溫度焊接工藝培訓,考試合格,并取得相應的合格證。
4.負溫下使用的鋼材及有關連接材料須附有質量證明書,性能符合設計和產品標準的要求。
5.負溫下使用的焊條外露不得超過2小時,超過2小時重新烘焙,焊條烘焙次數不超過3次。
6.焊劑在使用前按規定進行烘烤,使其含水量不超過0.1 %。
7.負溫下使用的高強螺栓須有產品合格證,并在負溫下進行扭矩系數、軸力的復驗工作。
8.負溫下鋼結構所用的涂料不得使用水基涂料。
9.構件下料時,應預留收縮余量,焊接收縮量和壓縮變形量應與鋼材在負溫度下產生的收縮變形量相協調。
以上文章由避雷塔廠家整理提供

手機:19930387566 地址:河北省衡水市景縣廣川工業園區 冀ICP備19025028號-1

友情鏈接: 暫無友情鏈接 !